





 通过商机365
通过商机365 





咨询电话:17705409129 联系人:李经理
油气回收的必要性:
随着全球环境恶化和环保意识增强,我国相继出台了一系列环保政策,强制性规定必须设置油气回收系统对储罐和装卸车、船等储运设施挥发的油气进行回收利用,防止大气污染。
冷凝吸附法技术原理:
冷凝+吸附工艺组合首先将油气冷凝至-75℃(可分三级冷却),C3以上的烷烃基本冷凝回收,回收率达80-90%,剩余少量的烷烃到吸附系统进行吸附回收处理,吸附后合格达标的空气排放;脱附后少量油气回到系统入口循环。回收率可达97%以上。制冷温度的设定根据不同的工况设计制定。
冷凝吸附法应用范围:
1.炼油厂、储油库成品油罐车油气回收系统
2.油田伴生气回收系统
3.苯类、等化工气体的分离与回收
4.化工生产过程中的混合气体分离、浓度控制与回收
冷凝+吸附法装置的主要配置
主要包含制冷机组、 冷箱、 吸附罐、 真空泵、输油泵等。
自控: 电气可执行器件、 PLC可程控系统。
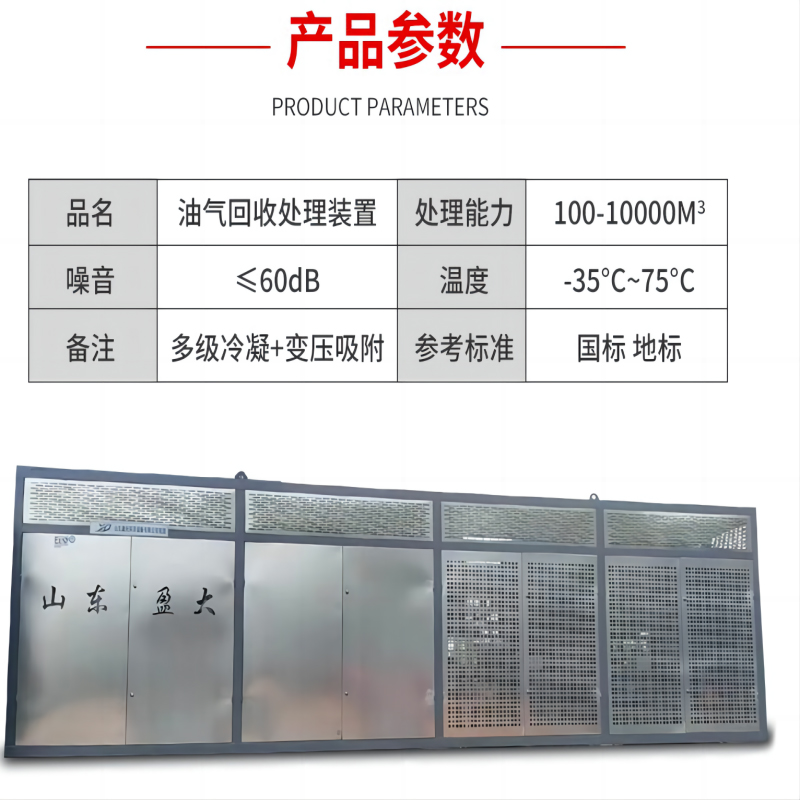
产品参数
根据要求定制,没特定规格
炼油厂/油库油气回收
1.油田伴生气回收系统
2.苯类、等化工气体的分离与回收
3.化工生产过程中的混合气体分离、浓度控制与回收
4.环保标准要求严格的气体排放限制的控制
油气回收"冷凝+吸收法"系统装置应用邻域与场景
1.炼油厂、储油库成品油罐车油气回收系统
2.油田伴生气回收系统
3.苯类、等化工气体的分离与回收
4.化工生产过程中的混合气体分离、浓度控制与回收
产品特点
1.活性炭的低负荷吸附效率高、性质稳定, 保证设 备的长期稳定运行和较高的回收率。
2.真空泵的脱附效果强, 保证设备的循环使用效率。
3.使用PLC控制及变频调节技术实现油气收集、冷凝液化、油水分离凝析油输送入库的全过程自动控制。制冷机组变工况调节和系统经济运行。
4.工艺简单,安全性高,整体操作过程处于低压、低温状态火灾隐患较小;自动化控制水平高,易于控制和操作。冷凝+吸附工艺组合采用了两种方法的优势,扬长避短,科学搭配。
5.冷凝系统的制冷温度-75℃ ,深冷真正做到节能减排的目标。


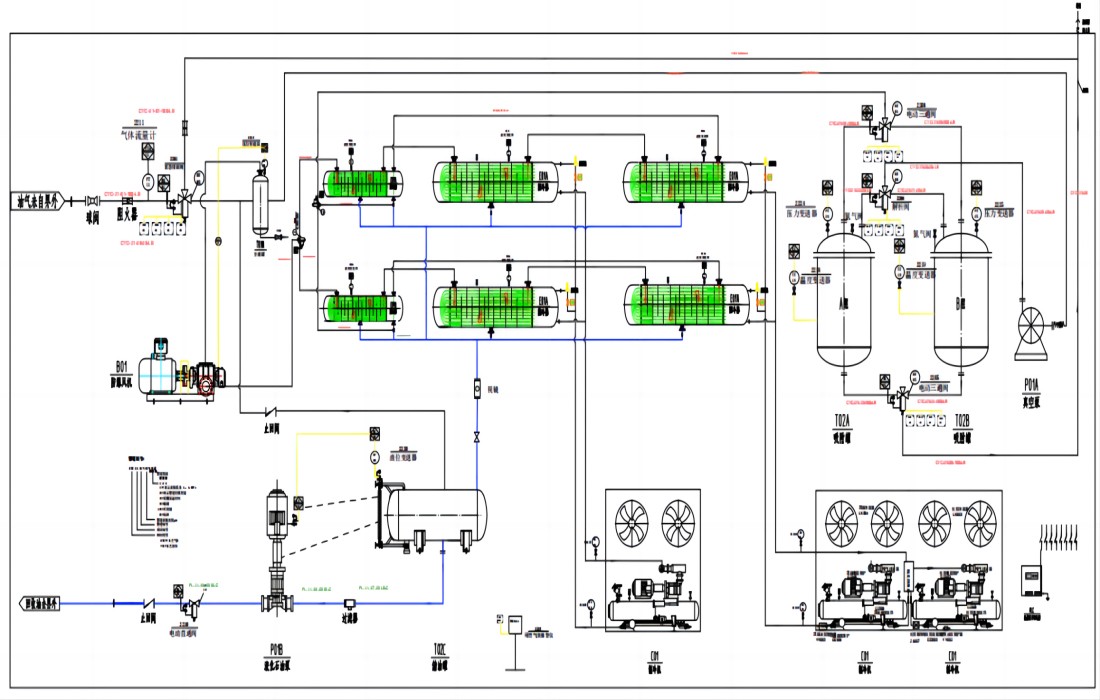
工艺流程介绍:
1)冷凝单元:
执行如下油气回收流程:
常温油气挥发气体由分支收集管线汇入主油气管线,经缓冲罐由防爆变频风机(回收设备内置)送入油气处理装置的油气进入冷凝单元,风机和装在油气主管上的压力传感器联锁,根据排气量的大小自动变频运行.油气直接进入回热交换器与冷凝处理后的气体进行回热交换后继续进入冷凝单元进行多级冷凝。
第Ⅰ级——预冷级(0~5℃):
本级冷凝原理是将经第Ⅲ级冷凝后的带有冷量的未被冷凝的少量的油气和空气的混合气体,与持续进入的新进油气进行换热冷却将油气冷却至 0~5℃,从而提高制冷效率,合理利用能源实现节能的作用。
油气在预冷级中可将绝大部分空气中含有的水分及尾气中 C9 以上组分液化,同时回收部分冷量后进入冷凝级。
第Ⅱ级——中冷冷凝级(-30~-35℃):
本级冷凝原理是采用比泽尔半封闭螺杆式制冷化霜机组的制冷系统(热泵式化霜系统)将冷场温度保持在-30~-35℃,将尾气中绝大部分 C5 以上组分进行冷凝液化,同时回收部分冷量后进入深冷级。
第Ⅲ级——深冷冷凝级(-60~-75℃):
本级冷凝原理是采用比泽尔半封闭螺杆式复叠机组将冷场温度保持在-60~-75℃,至此大部分的油品组分被冷凝液化析出分离出油品后的低温贫油气体再回到回热交换器进行回热交换,温度回升到接近常温,至此,完成了气路的冷量回收利用。同时,每一级冷场出油管路上均设有利用制冷系统压缩机排出的过热蒸汽将油温升至冰点以上的油冷回收装置,解决了油冷回收问题,且每一级出油管不会产生冰堵或凝结现象。设备制冷系统的所有制冷量全部用于克服油气从气态变为液态的汽化潜热,无多余的冷量浪费。冷凝系统采用双路可切换式设计,一路冷凝,一路化霜,更加高效。
2)吸附单元;
未被冷凝处理的低浓度油气中油品系物的处理效率为 90%,当一级吸附的处理效率为 95%时就能达到环保要求,为了应对由于系统故障造成进吸附装置的油品蒸气含量偏高的风险,本方案吸附系统采用两级吸附,由 2 个吸附罐组成。A 组吸附罐处于“吸附”工作状态,B 组吸附罐处于“脱附”。油气进入一级吸附时,油气中的绝大部分有机物被活性碳吸附住,油气中的剩余有机物被活性碳完全吸附住,达标尾气则直接穿过碳层,通过排气筒(排气筒高度≥15m)排入大气中。当“吸附”碳床接近饱和状态时,“吸附”碳床转入“脱附”状态,与此同时,原“脱附”碳床已再生完毕而转入油气吸附状态。两组吸附罐的切换是通过 PLC 控制系统来完成的,以保证对源源不断进入装置的油气进行回收处理。
冷凝+吸附”组合工艺个性特点
1.采用先进的制冷技术和设备实现高效能、低电耗。
2.采用新型制冷剂、复叠制冷机组保证低温制冷系统的稳定从而保证高效的油气回收率。
3.根据用户的现实条件合理设计系统的配置和控制,系统优化,实用性好,安全可靠。
4.组合优化在于系统中的冷凝部分没有超低温装置,省钱省力,吸附部分工艺简单易行。
5.系统设定冷凝段回收90%的油气,用吸附剂严格控制排放标准,并能满足排放要求,其收益,效果。
6.低温低压系统安全系数高。
7.工艺简单,无化学反应过程易操作,易控制,自动化程度高。
8.便于制作安装,一次性投资少,经济效益回收高。
咨询电话:17705409129 联系人:李经理





")



")


 津公网安备12011602300470号
津公网安备12011602300470号